This paper reviews the current status and development trends of functional refractories for continuous casting, including bottom-blown argon vent bricks, sliding nozzles, continuous casting major components, and ZrO₂ nozzles. It concludes that modern continuous casting processes demand increasingly longer service life and higher adaptability from functional refractories, making single-material systems inadequate to meet these requirements. Given the distinct failure modes and characteristics across different product sections, coupled with variations in cast steel grades and smelting processes, targeted development of new materials represents a practical imperative for the advancement of functional refractories in continuous casting. From a material development perspective, the evolution toward diversified and composite compositions for functional refractories in continuous casting is an inevitable trend. The primary functional refractories for continuous casting include bottom-blown argon vent bricks, sliding nozzles, continuous casting three major components, and sizing nozzles. With the development of China’s steel enterprises and the increase in continuous casting ratios, the quality level of functional refractories has significantly improved.
1.Ladle Bottom Argon Venting Brick
Bottom-blown argon vent bricks serve as indispensable functional materials in steel smelting and are also a primary factor limiting ladle lifespan. Research on vent bricks primarily focuses on three aspects: materials, structure, and leak-prevention mechanisms.
1.1 Research on Breathable Brick Materials
Research on breathable brick materials has primarily focused on the corundum-spinel system and the corundum-chromium oxide system. Although non-oxide systems have been extensively studied, their practical application has yielded unsatisfactory results due to operational practices in steel mills. Research on nano-refractories is also prevalent in China, but high costs and dispersion challenges associated with nano-powders have hindered their practical implementation. Recent research has primarily focused on enhancing material strength and mechanical properties through the application of gel powders and direct sol addition.
1.2 Perforated Brick Structural Design
Slotted vent bricks dominate the market due to their long service life and flexible structural design. Numerical simulations and practical applications have long demonstrated that the bubble structure formed by slotted vent bricks is inferior to that of straight-through round-hole types [6]. Composite vent bricks, developed by combining the advantages of both slotted and straight-through round-hole designs, have achieved excellent performance in steel mills. When the diameter of a circular hole equals the width of a slit, the additional work required to maintain the liquid surface in the hole is twice that in the slit, making liquid penetration into circular holes more difficult. Early straight-through vent bricks featured circular holes with diameters ranging from 0.3 to 0.5 mm. Currently, both circular hole diameters and slit thicknesses in slit-type vent bricks fall within the range of 0.1 to 0.25 mm.
Traditional slit-type vent bricks are divided into numerous thin segments by straight slits, compromising the overall structural integrity—particularly for bricks requiring high gas flow rates. During operation, gas flow erosion from blowing operations and temperature fluctuations from ladle rotation cause uneven flaking of these segments, accelerating brick deterioration. The venting ceramic rods function as self-contained cylindrical elements within the vent brick body. The surrounding castable material acts as a protective base, safeguarding the vent brick’s structural integrity and ensuring a robust, predictable service life. Molten steel exhibits varying wettability toward different materials, enabling the production of rods from diverse materials tailored to specific smelting processes. The manufacturing process for ceramic composite permeable bricks is as follows: Ceramic rod extrusion → Ceramic rod firing → Permeable brick casting → Permeable brick firing → Permeability testing → Post-processing of permeable bricks. See Figure 1 for the end-face design schematic of ceramic composite permeable bricks.

1.3 Leak-Proof Steel Structure for Ventilated Bricks
Perforated bricks require not only excellent blow-through rates but also high safety standards. Safety is primarily achieved through various measures, such as the anti-leakage mechanism shown schematically in Figure 2. The fine tubes depicted are made of copper or stainless steel, while the one-way valves effectively prevent molten steel leakage. In the event of leakage, the copper tubes melt first, causing the molten steel to solidify and ensuring safety.
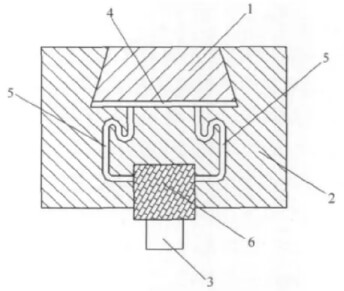
1—Ventilation brick; 2—Base brick; 3—Vent pipe; 4—Air chamber; 5—Copper tube; 6—Check valve
As functional components supplying inert gas to ladles, vent bricks play a pivotal role in ladle treatment processes. Their performance is influenced by numerous factors, particularly material composition, structural design, and on-site operational conditions. Future development trends for vent bricks include extended service life, higher blow-through rates, and the development of specialized materials and structures tailored to specific smelting processes and steel grades.
2. Slide nozzle
Slide nozzle, as critical functional refractories for continuous casting in steelmaking, demand high operational stability and extended service life. Over the past decade, skid plate manufacturing technology has advanced significantly, encompassing improvements in material composition, shape design, sliding mechanisms, and production equipment.
2.1 Current Status and Advances in Skateboard Materials
Currently, both domestically and internationally, the primary materials for slide plates remain aluminum-carbon and aluminum-zirconium-carbon composites. Additionally, for special steel casting applications, magnesium-carbon, magnesium spinel, spinel-carbon, and zirconium-based slide plates are also employed. Classified by production process, slide plates are further categorized into high-temperature sintered, medium-temperature lightly sintered, and metal-bonded non-sintered types. Medium-temperature calcined and metal-bonded non-fired liners exhibit service lives comparable to, or even superior to, traditional high-temperature fired liners.
Hitoyoshi Kinoshita et al. attempted to incorporate a specific transition metal into Al₂O₃-C fired liners. Leveraging the catalytic effect of this transition metal, they graphitized the bonding carbon within the material, thereby enhancing its oxidation resistance and wear resistance. When applied to a 300-ton ladle, the surface wear rate decreased from 1.0–2.7 mm per ladle to 0.2–1.8 mm. Asako Takenami et al. developed a novel AlN-bonded sintered sliding plate. Al vapor emitted from molten aluminum reacts with N₂ to form AlN whiskers, yielding superior performance compared to traditional β-SiC-bonded sintered sliding plates. Japan’s TYK Corporation investigated two binders: HB (Hybrid Binder, containing nano-carbon black) and high-temperature HHB (graphitized nano-carbon black containing B₄C) . The uniform dispersion of graphitized carbon nanoparticles within the matrix enhances thermal shock resistance, while the uniform distribution of B₄C within the nano-structured graphitized carbon black matrix improves oxidation resistance.
The metal-bonded, non-fired skid developed by Wang Tingli et al. exhibits excellent thermal shock resistance and high-temperature strength. Furthermore, its production process—requiring no firing, oil impregnation, or pyrolysis—is simplified, making it an energy-saving and environmentally friendly product.
Regarding research on ladle linings for calcium-treated steels, Clenice Moreira Galinari drew upon the successful application of MgO-C linings in tundishes to develop alkaline ladle linings for calcium-treated steels. Under conditions where the [Ca] mass fraction exceeded 30×10⁻⁶ in molten steel and the single-furnace pouring time surpassed 50 min, the lining achieved a service life of three pours. The metal aluminum-bonded periclase-spinel-carbon liners developed by Wei Zhongxian et al. achieved a service life of two pours, demonstrating superior erosion resistance and anti-scratching properties compared to high-temperature-fired aluminum-zirconium-carbon liners.
2.2 Slide Nozzle Shape Design
Applying finite element (FE) analysis methods from computer science to skateboard shape design simulates stress distributions caused by temperature gradients during use. This enables optimized skateboard shape design to reduce cracks generated during operation.
Martin Wiesel demonstrated using FE analysis to simulate stress distributions in skateboards 10, 30, and 60 seconds after steel pouring commenced. Skateboards with shape modifications based on these results exhibited significantly fewer cracks during use. Shinji Adachi et al. optimized the shape of skateboard bricks based on thermal stress calculations and experimental measurements. They concluded that traditional skateboard shapes exhibit tensile stress at all or some locations, whereas the optimized design only experiences compressive stress, thereby demonstrating stable performance.
The reduction in crack quantity or their failure to propagate to the skateboard edges prevents air ingress. This mitigates skateboard degradation (oxidation, wear, etc.), consequently extending its service life.
3.Three Major Components for Continuous Casting
Long water nozzles, stopper rods, and submerged water nozzles are key functional refractories for achieving efficient continuous casting, with their performance directly impacting casting efficiency and billet quality.
3.1 Long Spout
The primary function of the long nozzle is to block air during molten steel pouring, preventing secondary oxidation of the steel and the ingress of nitrogen. Long nozzles are made from either fused quartz or Al₂O₃-C materials. The former is characterized by low cost and no preheating requirement before use, but exhibits poor resistance to molten steel erosion and to the abrasion of ladle coverings and slag. The latter offers a longer service life (3–10 hours) and strong adaptability to various steel grades. It has also achieved no-bake capability. Recent technological advancements in this area are primarily reflected in the following three aspects: 1) Adding a certain amount of low-expansion materials (such as fused quartz), silicon carbide or zirconia mullite, low-melting-point phases (such as potassium feldspar or glass powder), or appropriately increasing the content of flake graphite to enhance the thermal shock resistance of the base material; 2) Compositing low-expansion insulating linings on the nozzle inner wall or inducing spontaneous oxidation during heat treatment to form a carbon-free insulating protective layer; 3) Employing low-carbon, burn-resistant oxygen-resistant materials in the bowl section of long nozzles, with MgO-C or ZrO₂-C materials composited at the slag line region.
3.2 Full-length Plug Rod
The integral stopper is a critical component that controls molten steel flow between the ladle and mold, ensuring efficient continuous casting operations and ingot quality. The argon-injection integral stopper, capable of continuously injecting argon into the molten steel, also prevents nozzle flossing, reduces inclusions and total oxygen content in ingots, and improves ingot quality [18]. The plug rod is primarily made of Al₂O₃-C material. To ensure reliability and long-term flow control performance during operation, the plug head typically employs low-carbon material with a carbon content not exceeding 15% by mass, guaranteeing excellent resistance to molten steel erosion. The plug body generally uses high-carbon material with a carbon content not less than 26% by mass, featuring a composite MgO-C or ZrO₂-C material at the slag line to enhance overall erosion resistance. For calcium-treated steels with [Ca] mass fractions exceeding 15×10⁻⁶, rod tip materials composed of MgO-C or ZrO₂-C are required [19]. For low-carbon steels and high-manganese steels, rod tip materials composed of Al₂O₃-MgO-C (corundum-spinel) are required.
3.3 Immersion Nozzle
The primary function of the submerged nozzle is to prevent secondary oxidation of molten steel, control its flow state and pouring velocity, promote the flotation of inclusions, and prevent the entrainment of mold protective slag into the molten steel. Its body material utilizes an Al₂O₃-C composition, while the slag line section incorporates a ZrO₂-C composite. In recent years, research and application in submerged nozzle materials have primarily focused on the following aspects:
(1) Improvements to traditional alumina-zirconia-carbon materials. For instance, reducing SiO₂ and flake graphite content in the body material while adding zirconia mullite, MgO, spinel, SiC, and metallic powders enhances material strength and bulk density, thereby improving resistance to molten steel erosion; Significantly extending the service life of slag line materials by reducing flake graphite content and apparent porosity in ZrO₂-C materials, and employing special resins to form carbon fiber-bonded structures.
(2) Develop new materials adaptable to different steel grades. For instance: To address nozzle fouling during low-carbon aluminum-killed steel casting, nozzle lining materials such as ZrO₂-CaO-C systems, carbon-free Al₂O₃-SiO₂ systems, and MgO-CaO-C systems were developed; To tackle severe nozzle erosion during high-oxygen steel casting, MA-C materials were developed [24-25]. Addressing severe bowl erosion in monolithic-lined submerged nozzles during calcium-treated steel casting—which causes flow control failure—MgO-C materials were developed.
(3) To accommodate rapid-change technology for slab continuous casting submerged nozzles, high-wear-resistant, high-oxidation-resistant, low-carbon Al₂O₃-C plate materials were developed.
The evolution of submerged nozzle materials clearly demonstrates that single-material solutions cannot meet modern continuous casting requirements. Consequently, nozzle materials are diversifying toward composite formulations.
4. ZrO₂ Refractory Nozzle
ZrO₂ refractories exhibit exceptional resistance to corrosion by molten metals and slags due to their high melting point and strong chemical stability. In recent decades, the application of ZrO₂-containing refractories in metallurgical and building materials sectors has experienced rapid development.
4.1 Sizing Nozzle
The sizing nozzle is one of the refractory materials used in continuous casting of small square billets, serving to control molten steel flow rate. Technological advancements in sizing nozzles primarily manifest in material composition and structural design.
Enhanced material density and increased ZrO₂ content have extended the service life of sizing nozzles from the initial 1–2 hours to the current 10–16 hours.
Some researchers employed sol-gel processes to modify the working surface of the nozzle core, reducing its post-firing porosity from 20% to 11%. This enhanced surface density further extended service life.
Structurally, sizing nozzles have evolved from fully homogeneous designs to inlaid configurations. This not only enhances thermal shock resistance but also significantly reduces material costs by allowing the outer shell to be made from lower-grade materials like high-alumina cast iron.
Using quick-change sizing nozzles, ladles can perform continuous steel pouring for 20 to 50 hours, with some manufacturers achieving over 70 hours. 4.2 ZrO₂ Lined Ladle Spout In plug-controlled pouring systems, ZrO₂ lined ladle spouts exhibit superior erosion resistance and slower expansion rate. Compared to spouts made of other materials, they significantly extend the continuous pouring duration per ladle.
In summary, modern continuous casting production processes demand increasingly higher longevity and adaptability from functional refractories used in continuous casting. A single material system struggles to meet these requirements. Given the varying modes and characteristics of damage across different product sections, as well as differences in cast steel grades and smelting processes, targeted development of new materials represents a practical necessity for the advancement of functional refractories in continuous casting. From the perspective of material evolution, the diversification and integration of functional refractories for continuous casting will inevitably become the prevailing trend.